滁州非标矿粉选粉机定制
发布时间:2021-12-11 01:03:20
滁州非标矿粉选粉机定制
常见故障与排除方法(1)齿轮箱发热或“冒烟”发生原因:齿轮箱缺油,润滑不良,油质不良。超载使用。传动体本身故障。排除方法:改进润滑加油或换油。控制负荷或改进传动设计。按“烧油”、“胶合”、“热塑变形”等具体分析对症处理(2)齿轮箱发生振动和噪音发生原因:牙齿接触面不良。侧隙有合适,轴向有窜动。锥齿轮精度超差。排除方法:调整接触面。调整侧隙,消除窜动。更换锥齿轮。(3)锥齿轮齿根裂纹或断折发生原因:牙齿接触面不良。侧隙有合适,轴向有窜动。锥齿轮精度超差。排除方法:调整接触面。调整侧隙,消除窜动。更换锥齿轮。
滁州非标矿粉选粉机定制
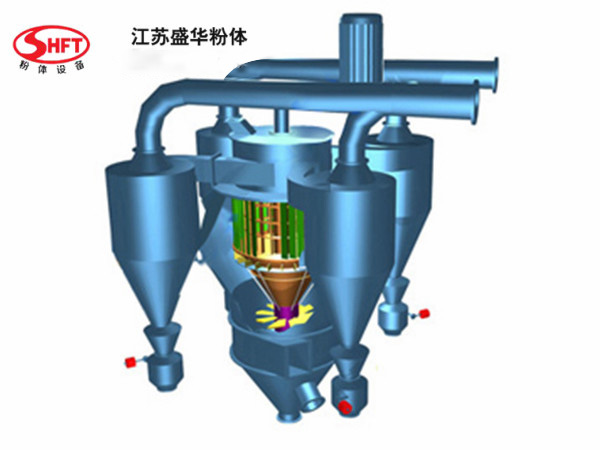
工作原理和安装要求石粉选粉机是在水泥行业转子式分级机的基础上,将平面涡流理论较好的运用在旋风式分级机的基础上,经多年的研究而开发出来的一种外部循环式带转子的改进型分级机。经实践使用证明,选粉效率达85%以上,而且细度调节方便、灵活、性能可靠。工作原理:出磨物料由上部进料口(10)喂入,落到与转子成一体的撒料盘上,转子随主轴(11)转动时,撒料盘上的物料在离心力的作用下沿径向甩出而分散于选粉室(6)内与旋转上升的气流相遇,在选粉室内,分级圈(7)下面附近的气流及分散于气流中的物料在分级圈的带动下与分级圈一起作高速旋转,而使气流中的物料受较强的离心力,该力的大小可以通过调节主轴的转速来调节。当转速变大时,该力也变大。此时如果保持处理风量一定,则此时的切割粒径减小,产品变细,如转速降低则产品变粗。物料中的粗颗粒,质量较大,受撒料盘和分级圈作用,落到滴流装置(4)时,再次受上升气流的分选,落到内锥,从粗粉管(2)排出,通过分级圈的细粉经旋风筒(8)收集落入集灰斗,经细粉管排出,清除细粉后的空气则从旋风筒中心经风管(15)返回节能减震风机(14)形成气流闭路循环。

滁州非标矿粉选粉机定制
轴承位产生磨损该怎么办?在新型干法水泥生产线中的煤磨、生料中卸烘干磨及水泥磨系统得到广泛应用,许多行业都用到了选粉机。但是使用时间长了,选粉机的轴承位就会产生磨损,那么该如何去修复它呢?选粉机轴承位磨损修复方法:1.安装工装,材料固化。2.表面打磨处理:用磨光机把待修复部位表面打磨粗糙,确定表面无高点。3.查看现场情况,包括设备拆卸情况、现场情况、了解设备损坏情况等等。4.表面清洗处理:用无水乙醇清洗打磨处理好的待修复部位,清理干净保证表面无杂物。5.工装内表面用无水乙醇清洗干净后,涂抹SD7000脱模剂。6.表面烤油处理:用氧气乙炔将待修复部位油污烤干,直到碳化。7.材料固化后,拆卸工装并去除多余材料,回装轴承,完成修复。8.按比例调和索雷碳纳米聚合物材料至均匀无色差,然后把材料均匀的涂抹在修复表面,涂抹紧实无气泡。

滁州非标矿粉选粉机定制
细粉怎么才能穿过笼型转子进入其内部在工作状态下,高速电机通过传动装置带动立式传动轴转动,物料通过设在选粉机室上部的进料口进入选粉室内,再通过设置在中粗粉收集锥的上下两锥体之间和通粉管道落在撒料盘上,撒料盘随立式传动轴转动,物料在惯性离心力的作用下,向四周均匀撒出,分散的物料在外接风机通过进风口进入选粉室的高速气流作用下,物料中的粗重颗粒受到惯性离心力的作用被甩向选粉室的内壁面。碰撞后失去动能沿壁面滑下,双转子选粉机落到粗粉收锥中,其余的颗粒被旋转上升的气流卷起,经过大风叶的作用区时,在大风叶的撞击下,又有一部分粗粉颗粒被抛到选粉室的内壁面,碰撞后失去动能沿壁面滑下,落到粗粉收集锥中。中粗粉和细粉通过大风叶后,在上升气流的作用下,继续上升穿过立式导向叶片进入二级选粉区。含尘气流在旋转的笼型转子形成的强烈而稳定的平面涡流作用下,使中粗粉在离心力的作用下被抛向立式导向叶片后失去动能,落到中粗粉收集锥中,通过中粗粉管排出。符合要求的细粉穿过笼型转子进入其内部,随循环风进入低阻型旋风分离器中,随后滑落到细粉收集锥内成为成品。

滁州非标矿粉选粉机定制
介绍怎么才能选到心仪的选粉机选粉机的种类众多,很多企业都不知道怎么选择才能选到高性能的设备,科技在不断地向前发展,钱越来越难赚了,企业要选择正确的设备这样才能企业赚更多的钱。很多人都觉得自己购买的选粉机并没有达到预期的效果,现在其已经得到广泛的应用,但还是有很多人不知道要怎么选择,今天小编就来教您怎么选择才不后悔。我们要从以下几个方面挑选。1、可将混合粉一分为三。中、粗、细三种。2、分级效果好,选粉机选粉功率高。3、可操控比表积升降,制品细度安稳。4、节能降耗显着,易损部位选用耐磨材料或耐磨技术进行了防护处置,与本设备配套有很大的优势。5、很多单位都在讨论或研讨选粉功率上不去这一重大问题。
滁州非标矿粉选粉机定制
风机叶片对成品细度与生产效益是有影响的选粉机的风机叶片对成品细度与生产效益是有影响的,所以应确保选粉机的风机叶片安装正确,风机叶片安装方法其实很简单,在安装导向叶片时,只需将导向叶片按照固定的顺序套在风机轴承的固定座上(叶片须按照装配图所示就位),并且把上面的六角螺丝固定牢固。需要注意的是在安装导向叶片时,要考虑吹风方向,让导向页面呈一定角度。石粉选粉机导流叶片的下端要安装螺栓,这是为了避免尾锥和导向叶片的损坏,还须在导向叶片和尾锥法兰之间放适当厚度的圆盘,在导流叶片的之后调整之前,不要使锁紧垫圈弯曲,调整导向叶片的角度,在初始阶段,比方说在在选粉机试车之前,导向叶片须按照装配就位,调整12个导向叶片使之均匀的分配空,以便于耐磨板以一定的相同距离在转子上固定固定。